
نبشیها از جمله سطح مقطعهای فولادی بسیار پرکاربردی هستند که در ساختمانسازی و انواع پروژههای عمرانی به کار میروند. نبشیها به دلیل شکل ظاهری خاص (V شکل) میتوانند در تقویت گوشهها و حاشیههای سازهها مؤثر باشند. این قطعات به صورت نورد سرد یا گرم و به دو شکل بال مساوی و با نامساوی تولید میشوند. برش دادن صحیح نبشیها در زمان استفاده میتواند نقش پررنگی در عملکرد و راندمان آنها داشته باشد. در این مطلب از سایت فولاد آذر آذین به بررسی نحوه برش نبشی و اهمیت آن پرداخته میشود.
در ادامه شما را به مطالعه مقاله ” نبشی کشی ساختمان چه نکاتی دارد؟ ” دعوت می نماییم.
اهمیت برش دقیق نبشی
نبشیها از جمله سطح مقطعهایی هستند که میتوانند بر اساس فاکتورهایی همچون سایز، ضخامت، استاندارد تولید، فرآیند تولید، شکل ظاهری و … دستهبندی شوند و کاربردهای متعددی همچون مهار دیوارها، تولید چارچوب در و پنجره، ساخت پایه برای تجهیزات ترافیکی، اجرای سقفهای کاذب، اتصال تیرآهن به بیمها، ساخت ستون و خرپا و … دارند. برش صحیح نبشیها میتواند نقش کلیدی و مؤثری در اجرای دقیق و محکم سازهها داشته باشد و هرگونه اشتباه در برش این قطعات میتواند منجر به خسارت، کاهش ایمنی و … شود.
انتخاب روش مناسب برش نبشیها میتواند تحت تأثیر عوامل مختلفی باشد که مهمترین آنها شامل موارد زیر هستند:
- نوع پروژه و نیازهای آن
- دقت مورد نیاز برای برش نبشی
- هزینهها و زمان انجام پروژه
- مشخصات فیزیکی و مکانیکی نبشی و …
- نحوه برش نبشی
همانطور که گفته شد نحوه برش نبشی میتواند تحت تأثیر فاکتورها و پارامترهای مختلفی باشد. به صورت کلی این قطعات فولادی را میتوان به دو روش برش گرم و برش سرد برش داد و هرکدام از این روشها نیز میتواند به شیوههای مختلفی انجام شده و مزایا و معایب خاصی داشته باشند.

برش نبشی به روش گرم
این روش برش با استفاده از حرارت بالا و گازهایی مانند اکسیژن و استیلن انجام شده و بیشتر برای نبشیهای ضخیم مناسب است و میتواند سرعتبالایی نیز داشته باشد. دقت بالا، لبههای صاف و بدون زنگزدگی، مکانیزه بودن روند کار، کاهش ضایعات، افزایش ایمنی و … از مهمترین مزایای برش گرم هستند در حالی که معایبی همچون تولید گازهای سمی و تغییرات احتمالی در ساختار نبشی نیز خواهد داشت. از جمله رایجترین روشهای برش گرم نبشی میتوان به موارد زیر اشاره داشت:
روش هوابرش
در این روش فلزات با استفاده از شعله جوشکاری اکسی استیلن به قطعات کوچکتر تقسیم میشوند. در حقیقت از ترکیب دو گاز اکسیژن و استیلن و ایجاد شعله با دمای بالای برای برش نبشی استفاده میشود و میتواند مزیتهای متعددی همچون سرعتبالای کار، توانایی برش قطعات ضخیم و چند قطعه بهطور همزمان، هزینه مناسب تجهیزات ، کاهش ضایعات و … داشته باشد. این روش میتواند معایبی همچون ایجاد گرما و خاکستر، دقت پایینتر نسبت به سایر روشها، تغییر در ساختار و ویژگیهای نبشی و … نیز داشته باشد.
مطلب مرتبط: کاربرد نبشی در دکوراسیون داخلی
روش برش پلاسما
روش برش پلاسما در اصل فرآیندی است که از گازهای یونیزه شده و گرمای شدید برای ذوب و برش نبشی و سایر محصولات فولادی استفاده میشود. نحوه برش نبشی در این روش به این صورت است که جریان هوای فشرده از نازل به سمت سطح فلز هدایت شده و با عبور از نازل و تبدیل به پلاسما توسط قوس الکتریکی، دمای بسیار بالایی تولید میشود که فلز را در نقطه تماس ذوب خواهد کرد. فشار گاز مواد ذوب شده را از محل برش دور کرده و در نهایت برش بسیار تمیز و دقیقی روی سطح فلز انجام میشود. از مهمترین مزیتهای روش پلاسما برای برش نبشی میتوان به سرعت بالا، امکان برش ضخامتهای مختلف، دقت بالا و … اشاره کرد هرچند که معایبی همچون قیمت بالای تجهیزات، نیاز به مهارت و تخصص، تولید گازهای سمی و … نیز خواهد داشت.

برش لیزری
یکی دیگر از روشهای برش گرم، برش لیزری است که در آن از پرتوی لیزر با توان بالا برای ذوب و تبخیر فلز در محل برش استفاده میشود. در این روش از گاز کمکی (مانند اکسیژن یا نیتروژن) برای افزایش کیفیت برش استفاده خواهد شد و از مزیتهای متعددی همچون سرعت و دقت بالا، پهنای شیار باریک ، حداقل تغییر در ساختار فلز ، کاهش ضایعات، ایمنی بالا و… برخوردار است در حالی که معایبی همچون محدودیت در ضخامت برش و نیاز به تجهیزات پیشرفته دارد. در مقالهای تحت عنوان قیمت نبشی به بررسی قیمت نبشیها و عوامل مؤثر در آن پرداخته شده که میتواند اطلاعات کاملی به خواننده بدهد.
برش نبشی به روش سرد
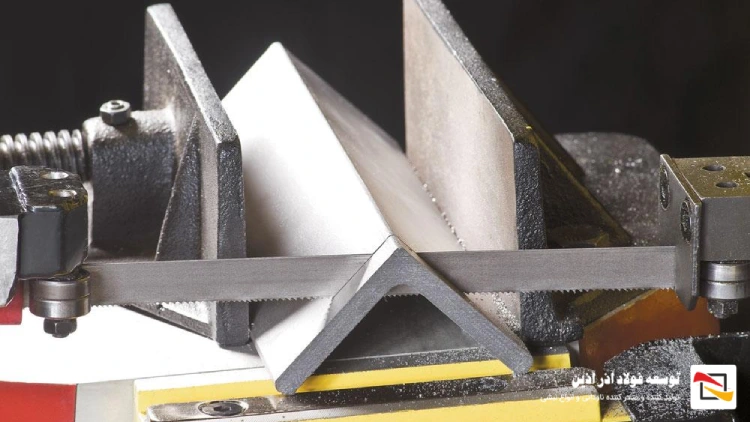
نحوه برش نبشی به صورت سرد با استفاده از تجهیزات مکانیکی مانند اره، قیچی، گیوتین و … انجام میشود این روش نیز میتواند دقت بالایی داشته باشد و به دلیل عدم ایجاد گرمای زیاد، خواص و ساختار فلز را تغییر نمیدهد. از مهمترین مزیتهای برش نبشی به شیوه سرد میتوان به ضایعات کم، ایمنی بالا، عدم تولید گازهای سمی و عدم نیاز به مراحل اضافی برای تمیزکاری اشاره کرد. این روش نیز معایبی دارد که مهمترین آنها هزینه بالای تجهیزات، دقت پایینتر نسبت به روشهای گرم و عدم کارایی کافی برای برش فلزات ضخیم و … هستند. روش برش سرد میتواند به دو شیوه اصلی انجام شود.
تراشکاری
در این روش برش سرد از دستگاههای دستی، نیمه اتوماتیک و اتوماتیک استفاده شده که هرکدام مزیتهای خاص خود را دارند. تراشکاری اتوماتیک به دلیل سرعت و دقت بالا میتواند انتخاب بهتری باشد. به صورت کلی تراشکاری برای برشهای کوچک و دقیق مناسب بوده و تغییری در خواص فلز ایجاد نمیکند هرچند که معایبی همچون سرعت پایینتر، هزینه بالای نیروی کار و محدودیت در ضخامت قطعه خواهد داشت.
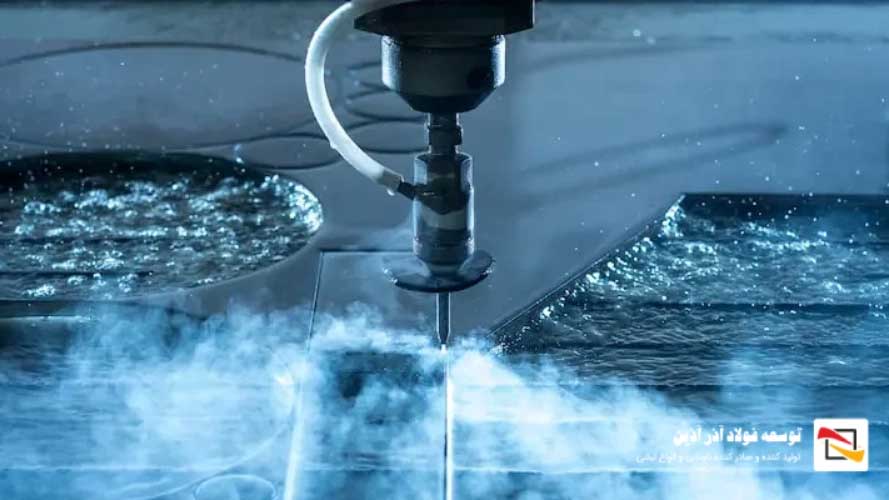
برش واترجت
در این روش از فشار جریان آب برای برش قطعات استفاده میشود و از دقت بالایی نیز برخوردار است. این روش هیچ تنش حرارتی در نبشیها ایجاد نمیکند و خواص فیزیکی و مکانیکی آنها را کاملاً حفظ خواهد کرد. البته دقت روش واترجت در قطعات ضخیم پایین میآید و بیشتر برای برشهای نازک مناسب است و در کل یک فرآیند زمانبر است. در مقالهای با عنوان خرید نبشی به بررسی نحوه خرید نبشی و عوامل مؤثر در قیمت آن پرداخته شده که مطالعه آن خالی از لطف نیست.
برش نبشی به روش مکانیکی
در روش مکانیکی برش نبشی و ناودانی، از تجهیزات صنعتی مانند ارههای فلزبر و قیچیهای هیدرولیکی استفاده میشود. این دستگاهها قادرند با سرعت بالا و دقت زیاد، برشهای مستقیم یا زاویهدار را با حداقل خطا انجام دهند. از مهمترین مزایای این روش میتوان به کنترل دقیق فرآیند برش و کاهش خطای انسانی اشاره کرد.
از آنجا که در این شیوه نیازی به حرارت وجود ندارد، ساختار فیزیکی و شیمیایی فلز تغییر نمیکند؛ در نتیجه، کیفیت و استحکام قطعه حفظ میشود. معمولاً سطوح برشخورده به عملیات اضافی مانند سنگزنی یا پرداخت نیاز ندارند و مستقیماً قابل استفادهاند. این ویژگیها باعث میشود روش مکانیکی گزینهای ایدهآل برای پروژههایی با نیاز به دقت بالا باشد. همچنین، برای مدیریت بهینه هزینهها، بررسی قیمت ناودانی و مقایسه هزینههای برش اهمیت دارد.
برش نبشی به روش حرارتی
در روش حرارتی، عملیات برش با استفاده از شعلههای پرحرارت و گازهای سوزان انجام میشود که فلز را در نقطه برش ذوب کرده و جدا میکند. این روش برای قطعات ضخیمتر و شرایطی که سرعت تولید بالا اهمیت دارد، بسیار مناسب است. ایجاد حرارت زیاد باعث میشود فرآیند برش با سرعت و کارایی بالا انجام شود و زمان تولید بهطور محسوسی کاهش یابد.
اگرچه در این روش حرارت زیادی ایجاد میشود، اما با رعایت تنظیمات دقیق، کیفیت سطح برش حفظ شده و تغییر شکل محسوسی در قطعه رخ نمیدهد. از سوی دیگر، هزینههای تولید پایینتر، آن را به گزینهای اقتصادی و مقرونبهصرفه برای صنایع مختلف تبدیل کرده است. بررسی جدول وزن ناودانی نیز میتواند به ارزیابی بهتر کیفیت، هزینه و کارایی نهایی محصول کمک کند. این دقت در جزئیات نه تنها در کیفیت نهایی بلکه در بهینهسازی هزینههای پروژه نیز نقش مهمی دارد.
بیشتر بخوانید: معرفی انواع نبشی
جمعبندی
نحوه برش نبشی میتواند نقش پررنگی در کیفیت آن، نحوه اتصال، راندمان و سایر ویژگیهای آن داشته باشد و برای این کار از دو روش برش سرد و برش گرم استفاده میشود که هرکدام مزایا و معایب منحصربهفردی داشته و به شیوههای مختلفی انجام میشود. برش لیزری، هوا برش و برش پلاسما از روشهای برش گرم و تراشکاری و واترجت از روشهای برش سرد به شمار میروند.